內部解疑——修改後處理之關於抬刀進給設置的問題
內部解疑——修改後處理之關於抬刀進給設置的問題 周末了,想必大家都痛痛快快地放鬆了一天。由於天氣原因,我在家待了整天。剛好有些事情要處理,這邊內部兄弟有些問題來解答一下。這裡我分享其中一個比較有代表性的問題解決過程。問題是這樣的,他們用某國產機系統走G0很不準確,如果再工件內抬刀(沒有抬刀安全高度)一條斜線XY不是同時到達。這裡我可以理解為G0跑的速度太快了,慣性大,可能工具機性能也不怎麼好。要求是抬刀能以G1走,自己定義進給速度。他之前是通過手動修改出來的,所以問我看能不能解決他這一難題。達到些上移,需要通過編程時定義參數以及修改後處理來實現。先從軟體裡面設置好參數,然後再修改後處理(這個沒有順序的)。這裡我以外形銑的介面為例,其它刀具路徑方法也是一樣的。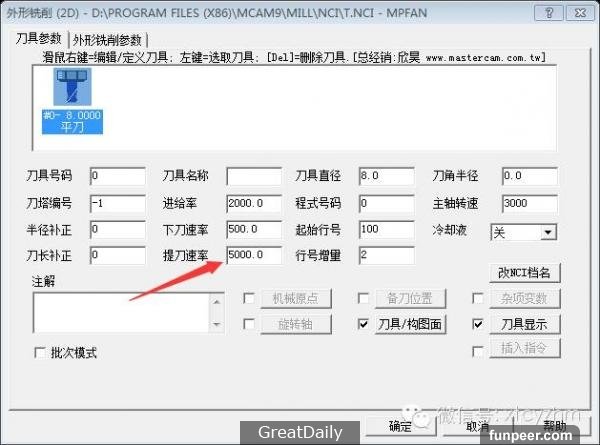
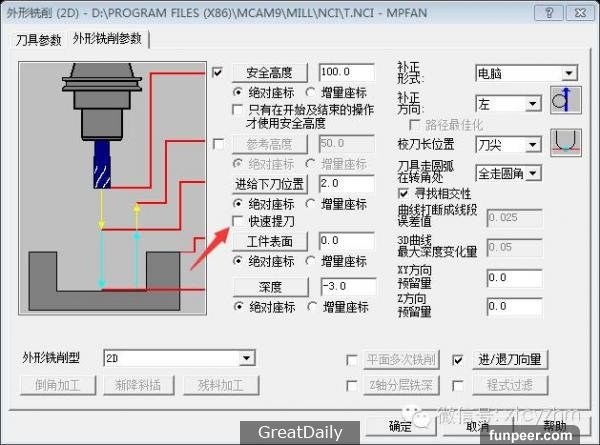 注意:把刀具參數的提刀速度設置好,然後確保編程參數的快速提刀沒有打勾。如果沒有設置提刀速度默認的出來是0,不然後處理出的程序上機跑,到F0處會報警。至於怎樣確保每次都會有抬刀速度,第一,我們可以定義刀具參數,這是最方便的。第二,可以通過修改模板,把所有刀路策略的模板都修改成我們需要的進給值,這種方法有個弊端,只能自己填刀具的其它參數,如果我先選用刀具參數,它會直接讀取刀具參數。建議用第一種方案,我自己也會選擇第一種。看後處理出來的程序如何。
注意:把刀具參數的提刀速度設置好,然後確保編程參數的快速提刀沒有打勾。如果沒有設置提刀速度默認的出來是0,不然後處理出的程序上機跑,到F0處會報警。至於怎樣確保每次都會有抬刀速度,第一,我們可以定義刀具參數,這是最方便的。第二,可以通過修改模板,把所有刀路策略的模板都修改成我們需要的進給值,這種方法有個弊端,只能自己填刀具的其它參數,如果我先選用刀具參數,它會直接讀取刀具參數。建議用第一種方案,我自己也會選擇第一種。看後處理出來的程序如何。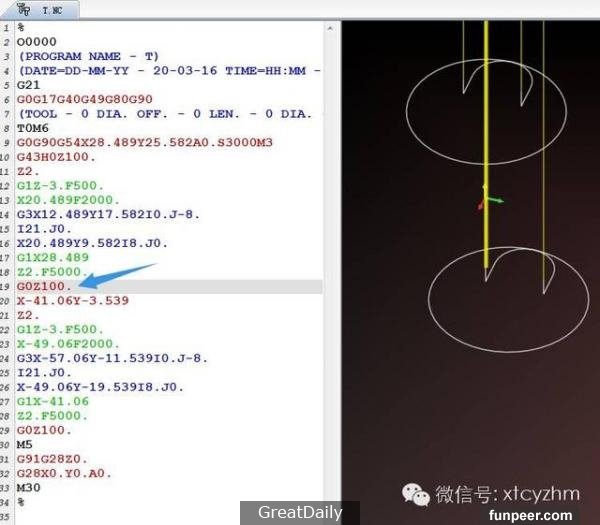 這裡的內部抬刀,還是有G0的出現,接下來我們再修改後處理。
這裡的內部抬刀,還是有G0的出現,接下來我們再修改後處理。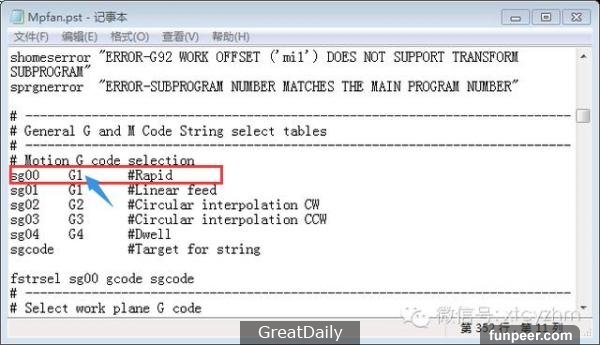 把紅色框裡面原來的G0改成G1。
把紅色框裡面原來的G0改成G1。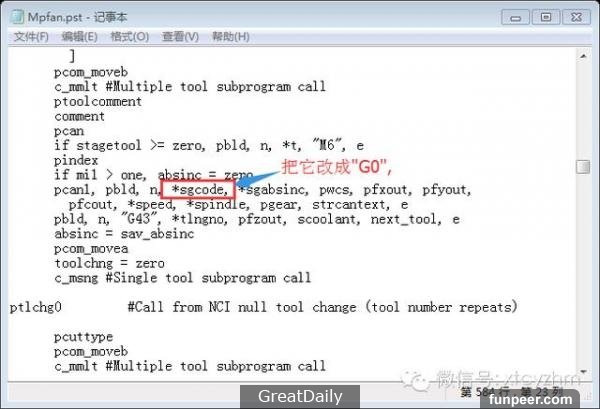 將 *sgcode改為 「G0」 ,共有兩處需要修改的地方,下面還有一處,各位自己查找替換它。
將 *sgcode改為 「G0」 ,共有兩處需要修改的地方,下面還有一處,各位自己查找替換它。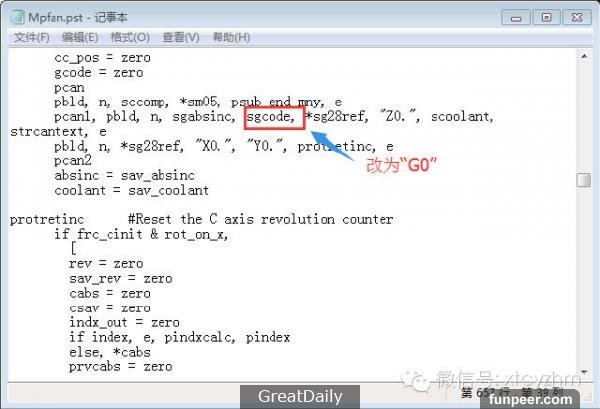 這裡的 *sgcode 替換成 「G0」。這裡的是Z軸回原點,前面添加G0,不然會以G1的速度回零。這裡我們再後處理出來程序看看是不是我們想要的。
這裡的 *sgcode 替換成 「G0」。這裡的是Z軸回原點,前面添加G0,不然會以G1的速度回零。這裡我們再後處理出來程序看看是不是我們想要的。 這就是我們想要的結果了。後記:這隻針對特定的機器製作的後處理。學習的是方法和技巧。個人知識範圍有限,如果大家有更好更方便的方法,也期待您能夠分享! 來源:toutiao.com
這就是我們想要的結果了。後記:這隻針對特定的機器製作的後處理。學習的是方法和技巧。個人知識範圍有限,如果大家有更好更方便的方法,也期待您能夠分享! 來源:toutiao.com[圖擷取自網路,如有疑問請私訊]
|
本篇 |
不想錯過? 請追蹤FB專頁! |
| 喜歡這篇嗎?快分享吧! |








相關文章






娛樂膠報